
Процесс коррозии автомобильного кузова всегда был значимой проблемой для автолюбителей. С этой проблемой многие годы борются как производители автомобилей, так и их владельцы. Одним из современных решений, направленных на защиту металлических поверхностей от гниения является катафорезная грунтовка кузовных деталей. Эта технология пришла к нам из запада, где она развивается уже много лет.
Что такое защитный катафорезный грунт и как применять это средство
Катафорезный грунт что это такое? Чем он отличается от прочих грунтовок и какие имеет преимущества? Катафорезная грунтовка предназначена для защиты кузовных элементов и деталей от коррозии. Это основное защитное покрытие автомобилей, входящее в процесс производства. Катафорез значительно увеличивает степень устойчивости к коррозии деталей из металла.
К примеру, окрашенный бампер автомобиля Lada 4х4 Нива без покрытия катафорезной грунтовкой в процессе испытания в камере солёного тумана до появления сквозной ржавчины продержится не более 100 часов, в то время как, имея катафорезное покрытие, стойкость бампера увеличится до 1500 часов.
Лаковые покрытия, наносимые методом электрофореза (катафореза)
Лаковые покрытия наносятся методом катодного электроосаждения (катафореза). Возможно осаждение на различные металлы и металлические покрытия: благородные металлы никель, цинк, медь и их сплавы и др.
Композиция представляет собой дисперсию (золь, коллоидный раствор) акрил-полиуретановых сополимеров в водно-органическом растворителе (с преобладанием воды). Композиция разработана на основе полимеров, производимых в Великобритании. Данный продукт негорючий и малотоксичный; покрытия осаждаются из водного раствора, поэтому предлагаемая технология намного безопаснее, чем нанесение лаков на основе органических растворителей.
Из данной дисперсии можно получать прозрачные, бесцветные или окрашенные (при введении специального красителя) пленки.
Покрытия рекомендуются для финишной обработки деталей из металлов, в том числе с нанесенными металлопокрытиями с целью защиты поверхности от коррозии (особенно серебра, меди и их сплавов), увеличения износостойкости, улучшения внешнего вида.
В частности латунные изделия с серебряным покрытием с защитой данным лаком выдерживают испытания в эксикаторе с сульфидом натрия более суток (на фото слева), в отличие от незащищенного изделия (на фото справа).
Покрытия применяются на ювелирных изделиях, деталях мебельной фурнитуры, дверных ручках, замках, светильниках и других электротехнических изделиях, инструмента, принадлежностей для ванн и др. Возможно нанесение покрытий толщиной 3-25 мкм.
Получаемая пленка обладает достаточно высокой твердостью и износостойкостью, не электропроводна. Раствор обладает высокой рассеивающей способностью, что позволяет покрывать детали со сложной конфигурацией. Максимальная температура эксплуатации деталей с покрытием — до 240°С.
Состав рабочей ванны: дисперсия акрил-полиуретановых сополимеров — 400 мл/л, вода деминерализованная (дистиллированная) — до 1 л. Производится поставка как готовых к применению композиций, так и концентрата дисперсии.
Для придания покрытиям цвета в ванну вносится краситель в кон — «под бронзу»; «ЭКОМЕТ-ЛКЖ» — желтый или золотистый с зеленоватым оттенком, «ЭКОМЕТ-ЛКР» — розовый).
Условия осаждения покрытий: напряжение на ванне 25-40 В, время 10-60 секунд (в зависимости от требуемой толщины), аноды — нержавеющая сталь. До и после осаждения покрытия требуется тщательная промывка деталей в том числе деионизованной водой. Сушка проводится при температуре 145-160°С в течение 30-20 минут.
Ориентировочная стоимость химикатов для нанесения покрытия толщиной 5 мкм составляет 0,4-0,5 $ за 1 кв. м.
С оборудованим для нанесения катафорезных покрытий можно ознакомится в /
Этапы катафорезной обработки конструкций
Катафорезная обработка металла представляет собой сложный химический процесс в промышленном производстве, обеспечивающий защиту стальных конструкций от коррозии. При электролитической реакции на поверхности металлического изделия закрепляется особое вещество, которое образует защитный слой. Катафорезная обработка металла даёт возможность в несколько раз увеличить его стойкость к воздействию коррозии. Процесс катафорезной обработки включает несколько этапов:
- В сооружениях с туннельным опрыскиванием или в ваннах с полным погружением металлическая конструкция очищается от окиси и происходит обезжиривание поверхности.
- Далее металл активируется для обеспечения лучшей сцепки частиц при электролитической реакции.
- Происходит погружение конструкции в ёмкость для катафорезного грунтования. Это электролитическая ванна, наполненная составом с частицами грунтовки. На металлическое изделие подают отрицательный заряд посредством присоединённого к нему анода. К ёмкости присоединяется катод, активирующий растворенные частицы грунта. В результате химической реакции, положительно заряженные частицы грунтовочной смеси оседают на металлической конструкции, имеющей отрицательный заряд.
- Конструкция проходит ополаскивание. Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.
- Завершается процесс катафорезной грунтовки кузовных деталей сушкой в термической камере, в которой закрепляется нанесённое покрытие. Под воздействием высокой температуры происходит процесс кристаллизации защитного грунтовочного слоя.
После завершения всех этапов этого процесса, металлическая конструкция готова к следующему этапу – покраске.
Как производят ремонт кузовного элемента на СТО?
Возьмем, к примеру, крыло автомобиля. Если повреждения незначительные (не требующие замены крыла на новое крыло), то поврежденное крыло рихтуют, шпаклюют, грунтуют, а затем окрашивают в покрасочной камере. Все!
Никакого катафорезного покрытия. И этот процесс покраски автомобиля у всех ремонтников одинаковый, что в гараже у дяди Жоры, что на суперсовременной СТО.
В том месте, где повреждена заводская катафорезная или цинкованная пленка, обязательно образуется очаг коррозии, который через некоторое время поднимет слой шпаклевки и краски. Краска начнет лупиться, и коррозия вылезет наружу (жучки, кариес, точки коррозии).
Если мастера на станции предлагают поменять крыло на новое, то так же имейте в виду, что новое крыло не прослужит вам долгое время, даже если дядя Жора его покрасит «как для себя».
Кузовные запчасти, поступающие в продажу, покрывают на заводе простым транспортировочным грунтом, который служит для защиты металла при перевозке, но совсем не защищает от воздействия коррозии. Покрашенное новое крыло (без заводской обработки) прослужит вам максимум 2 года и сгниет насквозь.
Существуют следующие статистические данные, покрашенное крыло:
- обработанное катафорезным покрытием (заводским), выдерживает воздействие солевого тумана в камере от 1500 до 2000 часов;
- не имеющее катафорезное покрытие, сквозная коррозия в камере соленого тумана появляется уже через 90 часов.
Поэтому любой ремонт кузова будет недолговечным. Более дорогой ремонт прослужит чуть больше времени (за счет более точного выполнения технологии покраски), чем ремонт у дяди Жоры.
Преимущества катафорезного грунтования
Катафорезное грунтование приобрело популярность и стало быстро распространяться благодаря неоспоримым преимуществам:
- обеспечивается покрытие равномерным тонким слоем поверхности кузовных деталей сложной конфигурации благодаря их полному погружению;
- активная электролитическая реакция способствует прочному закреплению грунтовки на металлической поверхности;
- это высокоэффективный процесс, позволяющий экономить расходный материал благодаря минимизации потерь;
- катафорезное покрытие имеет высокую стойкость к физическим и химическим воздействиям, что подтверждается испытаниями в солевом тумане.
Благодаря этим достоинствам сегодня всё чаще используется катафорезное грунтование кузова автомобиля при капитальном восстановлении. Этот процесс мало отличается от наложения грунтовки в процессе производства.
Автомобиль полностью разбирается, с кузовных элементов с использованием химических средств совсем удаляются ржавчина и лакокрасочное покрытие. Далее происходит катафорезное грунтование. В результате всех этих действий автомобиль обретает полностью загрунтованный кузов, готовый к покрасочным работам.
По сравнению с другими технологиями кузовного ремонта, катафорез достаточно дорого стоит, и поэтому не каждый автовладелец может себе его позволить.
Катафорезное грунтование кузовных деталей
Новые кузовные детали также стали подвергаться катафорезному грунтованию на этапе их изготовления. Однако на сегодняшний день это касается только оригинальных деталей. Дешевые аналоги от других производителей полноценной обработке этим способом не поддаются. В основном новые детали покрываются транспортировочным грунтом, который защищает деталь на этапах транспортировки и хранения до момента реализации.
Сегодня довольно часто практикуется катафорезное грунтование кузовных деталей перед их покраской. Для этого деталь сдается на предприятие, имеющее оборудование для катафореза. Там она очищается от транспортировочного грунта и обрабатывается по вышеописанной технологии. Это позволяет в разы увеличить срок службы даже неоригинальных деталей.
Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе

АвтоВАЗ постоянно модернизирует процессы покраски автомобилей. В 2013 году была завершена программа перехода к новой технологии окраски внедорожника Lada 4х4 Нива. В технологический процесс покраски были введены новые рабочие материалы: трехкатионный фосфат и катафорезное грунтование поверхности элементов автомобиля. Это повысило антикоррозийную устойчивость кузова ВАЗ 2121 Нива.
Применение катафореза вместо анафорезного метода обработки значительно повысило прочность и износостойкость лакокрасочного покрытия автомобиля Нива. Кузов приобрёл большую стойкость к сколам, механическим и химическим внешним воздействиям. Кроме того, обработка металла катафорезной грунтовкой обеспечивает ВАЗ 2121 Нива более долгую сохранность блеска лакокрасочного покрытия.
Катафорезное грунтование обеспечило внедорожнику Нива очень высокую противокоррозионную защиту обработанных таким способом деталей. АвтоВАЗ проводил испытания кузовных элементов, обработанных картофорезным грунтом, в камерах солевого тумана, которые показали отличные результаты.
Коррозийная стойкость таких конструкций составляет около 1500 часов, что значительно превышает показатели других видов защитной обработки.
Рынок услуг катафорезного грунтования
Рынок услуг катафорезного грунтования
Величина российского рынка катафорезных покрытий обуславливается широтой применения данного метода антикоррозионной защиты металлов в различных отраслях промышленности, таких как:
- тяжелое машиностроение; судостроение; строительное и коммунальное машиностроение; сельскохозяйственное машиностроение; химическое машиностроение; автомобильная промышленность; тракторостроение; станкостроение; мебельная промышленность; производство бытовой техникии электроприборов и т. д.
Только в автомобильной промышленности (на рынке В2В) в 2020 году потенциал использования услуг катафореза можно оценивать на уровне 100-110 млн. м2 (по оценке -холдинг» в России будет продано 2,1 — 2,3 млн. легковых автомобилей, а произведено из них около 1,2 млн. автомобилей (www. asm-holding. ru)), что в денежном выражении составит около 10-12 млрд. рублей.
Дополнительно к этому, с учетом потребительского рынка (В2С), потенциал рынка катафореза, применительно к запасным частям автомобилей для ремонта (в основном кузовные детали), по данным (www. ekris. ru/tendentions) может оцениваться в 40 млн. м2 или в 4 млрд. рублей.
Доля рынка катафорезного покрытия в секторе автомобильной промышленности, по мнению экспертов, может составлять около 60% от общего объема российского рынка катафореза.
Таким образом, российский рынок по оказанию исследуемых услуг можно оценивать на уровне 200-220 млн. м2 в год или 22-24 млрд. рублей.
- рынок услуг по покраске деталей (обычным и порошковым методом) (с ежегодным приростом на 2-3%, www. lakikraski. info/files/powder_coatings. pdf)
Окраска деталей представляет собой процесс нанесения на обрабатываемые поверхности лакокрасочных материалов (в жидком или порошкообразном виде) равномерными тонкими слоями и создание ударопрочного покрытия, обладающего высокими антикоррозионными и электроизоляционными свойствами, стойкостью к растворам щелочей, кислот и органическим растворителям и высоким температурам (–60 ? +150? С).
Недостатком этого метода защиты поверхностей является:
- сложность прокрашивания деталей сложной конфигурации со срытыми полостями; недостаточная стойкость порошкового покрытия (около 150-200 часов в камере солевого тумана);
- рынок услуг цинкования (с ежегодным приростом ~ 5%, www. zdc. ru/publications/publications_4.html )
Непрямые конкуренты:
- – крупнейший российский производитель легковых автомобилей:
- производственная мощность по катафорезной окраске — 4,8 тыс. м2/час — используются только для антикоррозийной обработки кузовов методом погружения; применяемая транспортировочная система не позволяет производить покрытие более мелких изделий; технология катафорезного грунтования предполагаент использование постоянных токов; предприятие не оказывает услуг по катафорезному покрытию внешним потребителям; cтоимость покрытия ~ 100 руб./ м2; качество покрытия – удовлетворительное (в рамках соответствия требованиям ГОСТ);
- (Тольяттинский завод стальных колес) — специализируется на производстве стальных штампованных дисков для легковых автомобилей (в основном для моделей ВАЗ):
- мощность завода – 1,5 млн. колес в год; производственная мощность по катафорезной окраске ~ 100 м2/месяц — используются для антикоррозийной обработки собственной продукции; технология катафорезного грунтования предполагает использование постоянных токов; применяемые в технологичнеской цепочке ванны не позволяют производить покрытие крупных изделий (с площадью поверхности > 0,36 м2); стоимость покрытия ~270 руб./м2;
- -ТЛТ »:
- технология катафорезного грунтования предполагаент использование переменных асимметричных токов; производственная линия собственной конструкции мощностью имеет мощность > 300 тыс. м2/месяц, предназначена для оказания услуг по нанесению катафоркезного покрытия внешним потребителям и использования в качестве демонстрационного образца; применяемые в технологической цепочке ванны предназначены для катафорезного грунтования изделий с площадью поверхности не > 4 м2; стоимость покрытия ~ 87 руб/м2.
Оценивая возможности потенциальных конкурентов и Инициатора проекта, необходимо отметить, что имеет место «разрыв» между возможностями удовлетворения существующих и возрастающих потребностей производителей автокомплектующих в антикоррозийных покрытиях. Именно этот «разрыв» и должны заполнить услуги -ТЛТ ».
Основные конкурентные преимущества Инициатора:
- низкая цена услуги; высокая производительность оборудования; повышенное качество катафорезного покрытия (следствие применения ассиметричных токов).
Политика продвижения
В качестве основного метода продвижения необходимо использовать прямую рекламу на интересующие целевые группы. Для этого можно использовать:
- Создание собственного Web-сайта;
- семинары, посвященные продукции нового производства; рассылки рекламных материалов о новом заводе и рекламно-технической документации по продукции производства; подготовка рекламно-информационных статей, посвященных продукции нового завода в специальных строительных изданиях местного и российского значения.
При этом немаловажным фактором будет являться создание образа компании, соответствующего принятому позиционированию, для чего эффективно использовать средства PR — создания необходимого общественного мнения. Из них могут быть эффективными:
- проведение пресс-конференций, посвященных закладке нового производства; проведение официальных мероприятий («обрезание лент») с пресс-конференцией, посвященной вводу в действие нового производства; подготовка серии информационных статей, посвященных новому заводу; подготовка рекламно-информационных статей в общественно-политических изданиях города, посвященных продукции нового производства.
В целом для нового завода задачами продвижения могут следующее:
- популяризация нового покрытия; разъяснение недостатков существующей технологии.
При этом для выполнения данных задач является эффективным создание рекламного пула с организациями, специализирующимися на продаже автокомпонентов
Данный комплекс мероприятий по продвижению позволит также сформировать необходимое общественное мнение потенциальных частных потребителей.
- План продаж
Предполагается, что в первый год запуска оборудования (2018 г.) новый завод сможет окрашивать катафорезным грунтом до 0,5 млн. м2 деталей (50 % от проектной мощности) с дальнейшим выходом в 2019году на 1млн. м2 деталей (100% от проектной мощности)
Обоснование продаж и потребители продукции.
Обоснование продаж: Потребители продукции:
В связи с началом производства в Тольятти автомобилей «Рено» и «Ниссан», а так же повышения требований к продукции поставщиков со стороны «АВТОВАЗА» возникла необходимость в покрытии комплектующих катафорезным грунтом черного цвета. В связи с дальнейшей локализацией выпуска комплектующих спрос на услугу по катафорезной окраске будет ежегодно увеличиваться.
Предварительно имеются договоренности об оказании услуг для следующих фирм:
| № п/п | Заказчик | Наименование продукции | S-1 детали | Кол-во деталей в год | S окр в год |
| 1 | Танеко | Амортизатор X3009F60 base assy rear X3009F62 rod assy | 0,248 0,1789 | 1 650 000 1 650 000 | 409 200 295 185
Читайте также: Тюнинг, доработки, ремонт и техническое обслуживание внедорожников любой сложности
|
| ООО «УралПромСталь» | Пружины | 0,112м2 | 950 000 | 106 400 | |
| Такато | Элементы ремней безопасности | 0,178 | 1 200 000 | 213 600 | |
| «Эдша» | Элементы кузова (петли, упоры. И т. п.) | 0,3 | 950 000 | 285 000 | |
| Элементы кузова и ходовой | 0,78 | 975 000 | 760 500 | ||
| ИТОГО: | 2 069 885 кв. м. | ||||
| Стоимость 1м2 | 84 руб | 173 870 340 руб |
Как альтернативные потребители услуг могут использоваться любые производители изделий из метала к которым предъявляются повышенные требования к коррозионной стойкости и декоративному виду.
Пример: на разработанном оборудовании возможна обработка аллюминевого профиля для производства конных конструкций и шкафов купе.
Большинство производителей предлагают алюминиевый профиль, обработанный методом анодировки с последующим нанесением декоративного покрытия Технология получения катафорезного покрытия заключается в проведении двух стадийной обработки алюминиевого профиля вместо традиционно используемой производителями одно стадийной обработки. При этом вторая стадия, заключающаяся в нанесении на поверхность профиля слоя водорастворимых лаков, придает ему повышенные технические характеристики, а именно:
* более высокое качество цвета. Цвет профиля приобретает глубину и большую равномерность, начинает «играть» на свету;
*более высокая устойчивость к механическим повреждениям. Катафорезный способ обработки позволяет получать декоративные покрытия более высокой плотности. Покрытие устойчиво к царапинам, которые могут возникнуть в процессе сборки или эксплуатации шкафа-купе;
*более высокая стойкость к химическим воздействиям. Покрытия профиля имеет повышенную стойкость к коррозии и воздействию химических веществ. Благодаря этому профиль не темнеет под воздействием кислорода, для его чистки можно использовать любые виды моющих веществ, в том числе абразивы.
Катафорезная обработка представляет собой более совершенный метод обработки алюминиевого профиля по сравнению с анодировкой и на сегодняшний день не предлагается ни одним производителем алюминиевых профилей для шкафов-купе не только в России, но и в большинстве развитых стран Европы, Германии, Польши, Франции. А с введением с 2010г правительством России запретительных пошлин на импортный анодитрованый профиль данное направление может рассматриваться как приоритетное. В настоящее время в нашей стране анодированием аллюминевого профиля занимается только 2 предприятия и на рынке ощущается большой дефицит данного продукта и резкий рост цен на предварительно обработанный профиль.
Кроме того, на оборудовании возможна предварительная катафорезная окраска профлиста и металочерепицы, стальных радиаторов отопления, рабочих колес насосов и. д., что значительно повышает коррозионную стойкость данных изделий, так и их декоративные свойства.
Катафорезное покрытие: описание технологии и ее преимущества. Методы защиты от коррозии
Техники нанесения внешних покрытий представляют наиболее обширную группу способов антикоррозийной защиты металла. Грунтование часто используется в защите автомобильных кузовов, которые подвергаются разного рода воздействиям, способствующим развитию ржавчины. Одним из самых эффективных методов такой защиты является катафорезное покрытие, одновременно сочетающее в себе элементы физической и химической изоляции.

Катафорез при кузовном ремонте
До момента нанесения лакокрасочных материалов кузов проходит такие этапы:
- транспортное средство разбирают полностью, так как все детали проходят индивидуальную обработку;
- удаление старой краски происходит при погружении кузова в специализированные химические вещества;
- на устаревшем автомобиле имеются коррозийные проявления, которые устраняют с помощью специализированных средств против ржавчины;
- очищенный до голого металла кузов готов к катафорезу, который проводится по описанным выше правилам.
Смотрите также:
Антикоррозийная обработка автомобиля
Катафорезному грунтованию отводится особое внимание, поскольку методика еще молодая и неизученная. Однако ее востребованность растет, что стимулирует развитие отрасли и улучшение качества защиты автомобильных кузовов.
Автор: Баранов Виталий Петрович
Образование: среднее специальное. Специальность: автослесарь. Профессиональная диагностика, ремонт, ТО легковых авто зарубежного производства 2000-2015 г.в. Большой опыт работы с Японскими и Немецкими авто.
Подготовка технологической оснастки
Технической основой для выполнения процедуры катафорезной обработки выступают ограничители для элементов кузова, среди которых капот, багажник и боковые двери. Все эти части должны быть приоткрыты, чтобы активная смесь свободно заполняла собой полости изнутри, не оставляя зазоров. С точки зрения поточного производства, на линии таким образом экономится раствор для катафорезного покрытия, так как не использованный состав полностью сливается в специальную емкость и применяется в последующих операциях. Функцию каналов для слива обычно выполняют отверстия в днище автомобильного кузова. О том, чтобы они были открыты, следует также позаботиться заранее.
Мойка поверхностей кузова

На следующем этапе подготовки выполняется предварительная мойка. Не только с наружных поверхностей, но и с внутренней части кузова следует удалить все инородные частицы от грязи и пыли до продуктов сварочного производства и заводской смазки. На профессиональных линиях для таких целей используют камеры с множеством форсунок, направляющих воду с чистящим раствором. Более простой вариант предполагает использование мини-моек под высоким давлением с подключением компрессорных установок. В любом случае чем качественнее будет первоначальная чистка, тем больше шансов получить стойкое и долговечное защитное покрытие кузова автомобиля с акцентом на формирование антикоррозийного барьера.
Обезжиривание поверхностей
Наличие на поверхностях кузова следов технического масла или другой химии может привести к сохранению открытых участков, которые нередко становятся очагами развития ржавчины после повреждения. Поэтому очень важно проведение операции обезжиривания. Обычно перед нанесением катафорезного покрытия данная задача решается методом опрыскивания. Автомобиль проходит через специальный туннель, где на него также подается вода под высоким давлением, но уже с добавлением специальных химических средств. Практикуется и метод погружения в ванны с растворами для обезжиривания, но этот подход себя оправдывает только в условиях высокопроизводительного автосервиса с большим потоком.
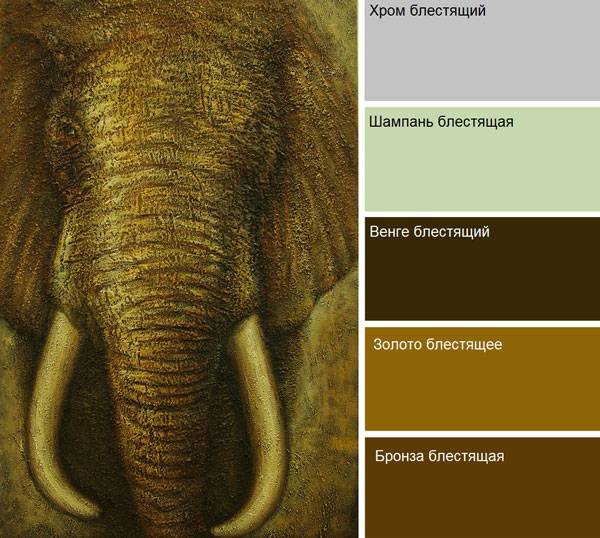
Катафорезное покрытие алюминиевого профиля
Насыщенное глянцевое покрытие алюминиевому профилю придает специальный многоступенчатый способ обработки. Катафорез до 20 мк обеспечивает стойкие антикоррозийные свойства алюминиевого профиля, поскольку все внешние, внутренние и скрытые поверхности покрываются равномерным слоем. Например, аналогичная технология используется в автопромышленности при обработке кузовов для получения эффекта «металлик».
В начале производственного процесса анодированный шкафной профиль дробеструится для равномерной матовости и гладкости. Это выглядит как чистка профиля потоком мелкой песчаной дроби.
Затем, если декор профиля должен имитировать цвет и текстуру древесины, термопереводом наносят рисунок. Проще говоря, делают аппликацию пленкой под действием высокой температуры.
Защитно-декоративной глянцевой катафорезное покрытие наносится в электрованне под действием тока. Частицы эпоксидного водорастворимого лака в химической реакции электрофореза осаждаются коллоидным налетом на поверхность алюминиевого профиля. В двух словах, без научных терминов, электрический ток заставляет растворенные в воде частицы лака приставать к поверхности профиля.
В завершении процесса профиль споласкивают в дистиллированной воде и закаливают в сушильной печи при температуре 180°С.
В результате процесса электрофореза получается ровное, гладкое, блестящее, прочное покрытие. Катафорез обеспечивает цветовую сочность серебристого «Хрома блестящего», желтого «Золота блестящего», зеленой «Шампани блестящей», коричневой «Бронзы блестящей» и экзотичного «Венге Блестящего» с рисунком. Единство цвета получается у всей системы алюминиевого профиля, включая горизонты и направляющие, которые более других элементов подвергаются трению и другим механическим нагрузкам.
Двери-купе в профиле катафорезных декоров выдержат все прикосновения в ходе многолетней эксплуатации: покрытие не сотрется, не потрескается, не поцарапается, не потемнеет, не окислится, не заржавеет в обычных условиях. Конечно, если не добиваться этого намеренно





